Adhesión mecanica
Procesos > ► Inyección > ► Sobremolde
Mecanismos de unión en sistemas de metal/plástico
Adhesión
 El término adhesión describe todas las posibles interacciones entre dos fases condensadas, lo que induce una cohesión mecánica de las fases involucradas en la capa de interfaz. Se han introducido numerosas teorías de adhesión pero debemos considerar varios mecanismos, como la adhesión específica, que describe los procesos físicos, químicos y termodinámicos de las interfaces como la quimisorción que describe el desarrollo de varios enlaces químicos en la interfaz, la teoría electrostática, se desarrolla una doble capa eléctrica entre los socios de unión, lo que promueve las fuerzas adhesivas. En los compuestos metálicos de plástico, se desarrolla una doble capa relativamente delgada, que promueve la adhesión. El modelo de capa límite débil describe el desarrollo de una capa intermedia entre los socios compuestos de impurezas, que inhibe la adhesión entre ellos. La teoría de la difusión describe los procesos de interdifusión entre los dos socios que se unen. En términos de conexiones de metal plástico, esta teoría es de menor importancia. La teoría de la adsorción se basa en interacciones intermoleculares e interatómicas en la interfaz; Sus requisitos previos son un acercamiento y humectación suficientes de las fases. La teoría de polarización describe la adhesión en la interfaz mediante las interacciones físicas moleculares. Una unión adhesiva solo es posible en el caso de la misma polaridad. En las conexiones de metal/plástico, los fenómenos físicos como los enlaces de hidrógeno y las fuerzas de dispersión de Londres son responsables del enlace. Debido a la reacción con la humedad, surgen grupos hidroxilo en la superficie del metal, que pueden formar enlaces de hidrógeno con plásticos polares. En los plásticos no polares, las fuerzas de dispersión de Londres contribuyen principalmente a la unión. La fuerza de dispersión de Londres es la fuerza intermolecular más débil.
El término adhesión describe todas las posibles interacciones entre dos fases condensadas, lo que induce una cohesión mecánica de las fases involucradas en la capa de interfaz. Se han introducido numerosas teorías de adhesión pero debemos considerar varios mecanismos, como la adhesión específica, que describe los procesos físicos, químicos y termodinámicos de las interfaces como la quimisorción que describe el desarrollo de varios enlaces químicos en la interfaz, la teoría electrostática, se desarrolla una doble capa eléctrica entre los socios de unión, lo que promueve las fuerzas adhesivas. En los compuestos metálicos de plástico, se desarrolla una doble capa relativamente delgada, que promueve la adhesión. El modelo de capa límite débil describe el desarrollo de una capa intermedia entre los socios compuestos de impurezas, que inhibe la adhesión entre ellos. La teoría de la difusión describe los procesos de interdifusión entre los dos socios que se unen. En términos de conexiones de metal plástico, esta teoría es de menor importancia. La teoría de la adsorción se basa en interacciones intermoleculares e interatómicas en la interfaz; Sus requisitos previos son un acercamiento y humectación suficientes de las fases. La teoría de polarización describe la adhesión en la interfaz mediante las interacciones físicas moleculares. Una unión adhesiva solo es posible en el caso de la misma polaridad. En las conexiones de metal/plástico, los fenómenos físicos como los enlaces de hidrógeno y las fuerzas de dispersión de Londres son responsables del enlace. Debido a la reacción con la humedad, surgen grupos hidroxilo en la superficie del metal, que pueden formar enlaces de hidrógeno con plásticos polares. En los plásticos no polares, las fuerzas de dispersión de Londres contribuyen principalmente a la unión. La fuerza de dispersión de Londres es la fuerza intermolecular más débil.
Enlace de hidrógeno
El enlace de hidrógeno (o enlace de enlace de hidrógeno) es un tipo particular de enlace dipolar, es decir, un enlace que involucra dos especies químicas caracterizadas por la presencia de densidades de carga eléctrica de signo opuesto, y es el más fuerte de los enlaces débiles.
Fuerza de dispersión de Londres
La fuerza de dispersión de Londres es una fuerza de atracción temporal que resulta cuando los electrones en dos átomos adyacentes ocupan posiciones que hacen que los átomos formen dipolos temporales. Esta fuerza a veces se denomina atracción dipolo inducida por dipolo inducida. Las fuerzas de Londres son las fuerzas atractivas que hacen que las sustancias no polares se condensen en líquidos y se congelen en sólidos cuando la temperatura se reduce lo suficiente.
Pretratamiento
El pretratamiento de la superficie para metales tiene como objetivo eliminar las impurezas y el agua adsorbida. También se usa para la oxidación, endureciendo la superficie y activándola. Principalmente, las sustancias que disuelven la grasa se utilizan para limpiar y desengrasar las superficies. Cuando se usan limpiadores ácidos, las superficies también están libres de óxido. El pretratamiento mecánico está destinado a la eliminación de agentes que inhiben la adhesión y se utiliza para rugosizar la superficie. Las superficies metálicas se oxidan por pretratamiento químico, lo que crea una capa activa con grupos polares funcionales que pueden formar enlaces físicos (enlaces de hidrógeno).
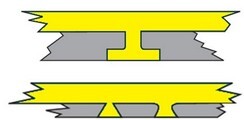
Adhesión mecánica
La adhesión mecánica representa una conexión de ajuste de forma que tiene efecto a nivel macroscópico. El adhesivo de baja viscosidad , alta fluidez, llena los poros, grietas y hendiduras en la superficie de un material, lo que resulta en un anclaje mecánico entre los dos componentes una vez que el adhesivo se ha endurecido. La penetración del adhesivo en los poros de la superficie y la resistencia compuesta dependen en gran medida de la geometría de los poros (es decir, su profundidad, ángulo de apertura y diámetro). La lechada puramente mecánica ocurre solo en poros que tienen un tipo de indentación en la dirección de la fuerza, evitando así la deformación. Este fenómeno se conoce como el efecto de botón. Además, la profundidad de penetración depende de las propiedades humectantes del adhesivo, la tensión superficial, la viscosidad y la contrapresión del gas encerrado en el poro. En general, se hace una diferenciación entre la adhesión micromecánica y la adhesión macromecánica al clasificar los poros. La adhesión micromecánica implica tamaños de poro menores a 0.1 μm. Se puede confirmar que la rugosidad de las superficies promueve la adhesión en la mayoría de los casos debido a un alto grado de actividad de la superficie causada por la creación de defectos en la red cristalina. Demasiada rugosidad puede conducir a una disminución de la resistencia, lo que se puede atribuir al desarrollo de picos de tensión y la presencia de caries, y al menor número de puntos de contacto como resultado.

Conexiones de ajuste de forma
El ajuste de la forma y las conexiones de ajuste de fuerza representan otro método para realizar híbridos de metal plástico en un proceso de moldeo por inyección. En este proceso, este tipo de conexiones se logran para componentes de plástico de metal que pueden soportar altas cargas mecánicas mediante el uso de remaches, remaches o perlas. Mediante perforaciones e incisiones hechas en el costado del inserto de metal, se crearon conexiones de remaches ajustables en el proceso de moldeo por inyección. Las láminas prelimadas que se doblaron localmente debido a la presión de fusión crearon conexiones de cierre.
Parámetros de proceso
Las propiedades mecánicas de las piezas plásticas de metal terminadas dependen en gran medida del control del proceso o de los parámetros del proceso en el proceso de moldeo por inyección. Al moldear por inserción un inserto de metal con plástico, se establece una temperatura de contacto en la interfaz que está influenciada principalmente por las temperaturas de fusión, molde y contacto. Además, un criterio importante que debe tenerse en cuenta son las condiciones de contacto entre el inserto y el molde de inyección y los valores del material térmico.
Temperatura de fusión
 La temperatura de la masa fundida y su progreso cronológico influyen fuertemente en la calidad del componente moldeado y la resistencia adhesiva entre el inserto de metal y el componente plástico. La fuerza adhesiva entre el papel de aluminio y el PA6 aumenta significativamente en correlación con el aumento de la temperatura de procesamiento. Este fenómeno puede atribuirse a la humectabilidad mejorada del metal cuando aumenta la temperatura del plástico. Cuanto mejor sea la humectabilidad, mayor será el número de puntos de anclaje mecánico en partes no homogéneas de la superficie metálica. Además, las temperaturas de fusión más altas pueden influir positivamente en las fuerzas de la línea de unión. No existen pautas generales porque las resistencias están determinadas por la temperatura de fusión de manera diferente dependiendo del material y la posición de la línea de unión.
La temperatura de la masa fundida y su progreso cronológico influyen fuertemente en la calidad del componente moldeado y la resistencia adhesiva entre el inserto de metal y el componente plástico. La fuerza adhesiva entre el papel de aluminio y el PA6 aumenta significativamente en correlación con el aumento de la temperatura de procesamiento. Este fenómeno puede atribuirse a la humectabilidad mejorada del metal cuando aumenta la temperatura del plástico. Cuanto mejor sea la humectabilidad, mayor será el número de puntos de anclaje mecánico en partes no homogéneas de la superficie metálica. Además, las temperaturas de fusión más altas pueden influir positivamente en las fuerzas de la línea de unión. No existen pautas generales porque las resistencias están determinadas por la temperatura de fusión de manera diferente dependiendo del material y la posición de la línea de unión.Temperatura del inserto
La temperatura de precalentamiento del inserto metálico influye fuertemente en su conexión con el componente plástico y, por lo tanto, también en la resistencia del compuesto. La resistencia adhesiva aumenta fuertemente con el aumento de la temperatura del inserto porque la viscosidad aumenta en correlación con la temperatura, haciendo que la tensión superficial se reduzca y la humectación mejore. Además, el precalentamiento del inserto metálico reduce la discrepancia entre el coeficiente de expansión térmica lineal y la diferencia entre la contracción del plástico y la contracción del metal. Esto afecta positivamente el estado de estrés en la interfaz. En el proceso de moldeo por inserción, el tiempo entre la inserción de la parte metálica y la inyección de la masa fundida debe ser lo más corto posible porque el inserto precalentado pierde su calor rápidamente debido al molde frío. Teóricamente, si no se tienen en cuenta los efectos tales como la contracción por enfriamiento y las tensiones en la interfaz, se podría lograr la unión adhesiva entre los componentes. La temperatura de contacto entre el plástico y el metal para una unión / compuesto adhesivo debe estar por encima de la temperatura de reblandecimiento para los plásticos amorfos y la temperatura de cristalización para los plásticos semicristalinos.
Temperatura del molde
 La temperatura del molde influye significativamente en las condiciones de enfriamiento de la pieza moldeada en la herramienta y en los efectos de cristalización y contracción. En los plásticos semicristalinos, un aumento de la temperatura de la herramienta tiene un efecto bastante desventajoso. Cuando se alcanza el punto de sellado, se almacena una gran cantidad de calor en la parte terminada, lo que inmediatamente conduce a mayores valores de contracción. Por lo tanto, el riesgo de grietas por estrés es mayor. En contraste, la temperatura más alta de la herramienta puede afectar positivamente la resistencia de la línea de unión. La mayor entrada de calor podría reducir, o incluso eliminar, las muescas de la superficie que podrían conducir a una falla del componente.
La temperatura del molde influye significativamente en las condiciones de enfriamiento de la pieza moldeada en la herramienta y en los efectos de cristalización y contracción. En los plásticos semicristalinos, un aumento de la temperatura de la herramienta tiene un efecto bastante desventajoso. Cuando se alcanza el punto de sellado, se almacena una gran cantidad de calor en la parte terminada, lo que inmediatamente conduce a mayores valores de contracción. Por lo tanto, el riesgo de grietas por estrés es mayor. En contraste, la temperatura más alta de la herramienta puede afectar positivamente la resistencia de la línea de unión. La mayor entrada de calor podría reducir, o incluso eliminar, las muescas de la superficie que podrían conducir a una falla del componente.Velocidad de inyección
La velocidad de inyección tiene un gran impacto en el grado de orientación molecular en el componente y, por lo tanto, influye en la contracción y el desarrollo de una línea de unión. La fuerte orientación molecular resulta del enfriamiento rápido cerca de la pared y del inserto. Se solidifica en su lugar e induce grandes diferencias en la contracción entre el centro del componente y el borde del componente. Por otra parte, la calidad de la superficie y la resistencia de la línea de unión se benefician de la alta velocidad de inyección. Cuando el inserto de metal está rodeado de componentes híbridos, inevitablemente resultan líneas de unión. A velocidades de inyección más altas, se reduce el riesgo de desarrollar una muesca y picos de tensión en la superficie. Si la velocidad de inyección se establece demasiado baja, la soldadura deficiente de los flujos de fusión da como resultado la línea de unión, y la resistencia disminuye. Sin embargo, si la velocidad de inyección es demasiado alta, pueden producirse efectos de diesel (aire chamuscado al final de la ruta de flujo). Se investigó que la mejora de la resistencia de la línea de unión se neutraliza por el efecto diesel, o incluso se ve afectado por él. La ventilación de herramientas personalizada puede ayudar a remediar esto
Presion de mantenimiento
El tiempo y el nivel de presión de retención influyen esencialmente en los efectos de contracción en la pieza moldeada. El aumento de la presión de retención reduce considerablemente la contracción del plástico debido a su compresibilidad elástica. Por lo tanto, se reduce la profundidad de posibles hendiduras, que disminuyen la resistencia de todo el componente en forma de muescas superficiales. Además, la contracción reducida induce menos tensión en la interfaz de metal plástico que, a su vez, afecta positivamente la resistencia del compuesto. Además, una presión de retención más alta permite soldar los diversos frentes de flujo de la línea de soldadura, y así mejorar la calidad de la superficie y la resistencia mecánica de la pieza terminada.